IBM 729 Clutch Brushes
- Feb 23, 2016 - from Ignacio Menendez
- Feb 24, 2016 - from Ignacio Menendez
- Feb 24, 2016 - from Stan Paddock
- Feb 25, 2016 - from Dave Bennet
- Mar 01, 2016 - from Marc Verdiell, (Happy News)
- Mar 02, 2016 - from Stan Paddock, (from status report)
- Mar 04, 2016 - from Marc Verdiell, (Manufacturing Trial)
- Mar 10, 2016 - from Dave Bennet, (a quote)
- Mar 10, 2016 - from Ignacio Menendez, (permission to order, using money pot)
- April 06, 2016 - from Marc Verdiell, (Brush Flex Wire)
- April 11, 2016 - the Brushes Arrive - the Adventure Starts
- April 13, 2016 - the Adventure seems successful :-)) - Now to replicate it six more times
- April 21, 2016 - New clutch brushes, and manufacture - 1959 IBM 729 Vacuum Tape Drive
- video, 11 minutes, by from Marc Verdiell
- Jan 16, 2023 3:19PM - from Dave Bennet - invoice
- Jan 16, 2023 10:20PM - from Robert Garner - ?reimbursed for invoice?, & Q for Marc
- Jan 16, 2023 11:43PM - from Marc Verdiell, - ?order more?
- Jan 17, 2023 12:29AM - from Ignacio Menendez, - Yes, order more
- Jan 17, 2023 1:32AM - from Marc Verdiell, - Definitely yes, this is the way to go!
- Jan 17, 2023 1:33PM - from Dave Bennet, - How many? I can get a quote
- Jan 20, 2023 2:14PM - from Dave Bennet, - I just called Hellwig Carbon Products ...
- Image of HelwigCarbon quote for 729 brushes
- on procedure for replacing the carbon brushes in the 729s... from Iggy
Feb 23, 2016 - from Ignacio Menendez
|
Gentlemen,
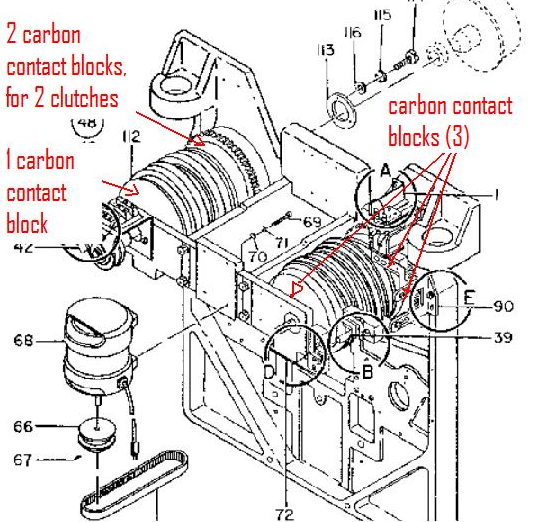
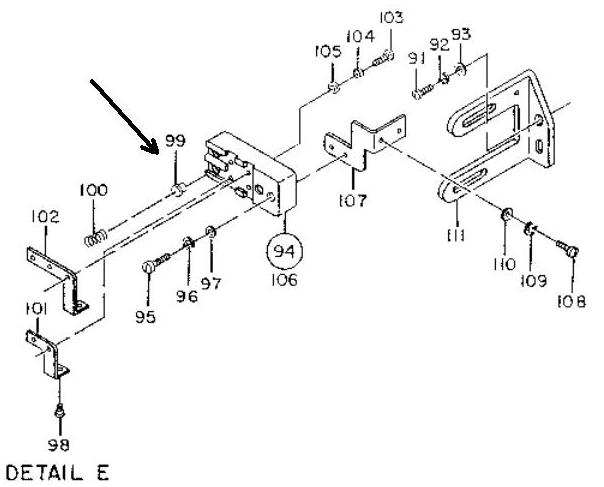
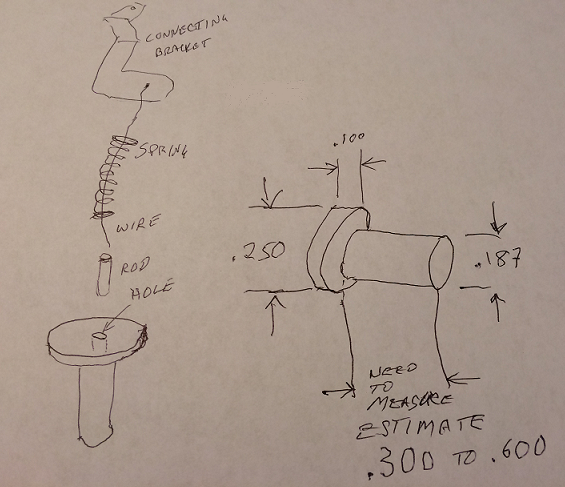
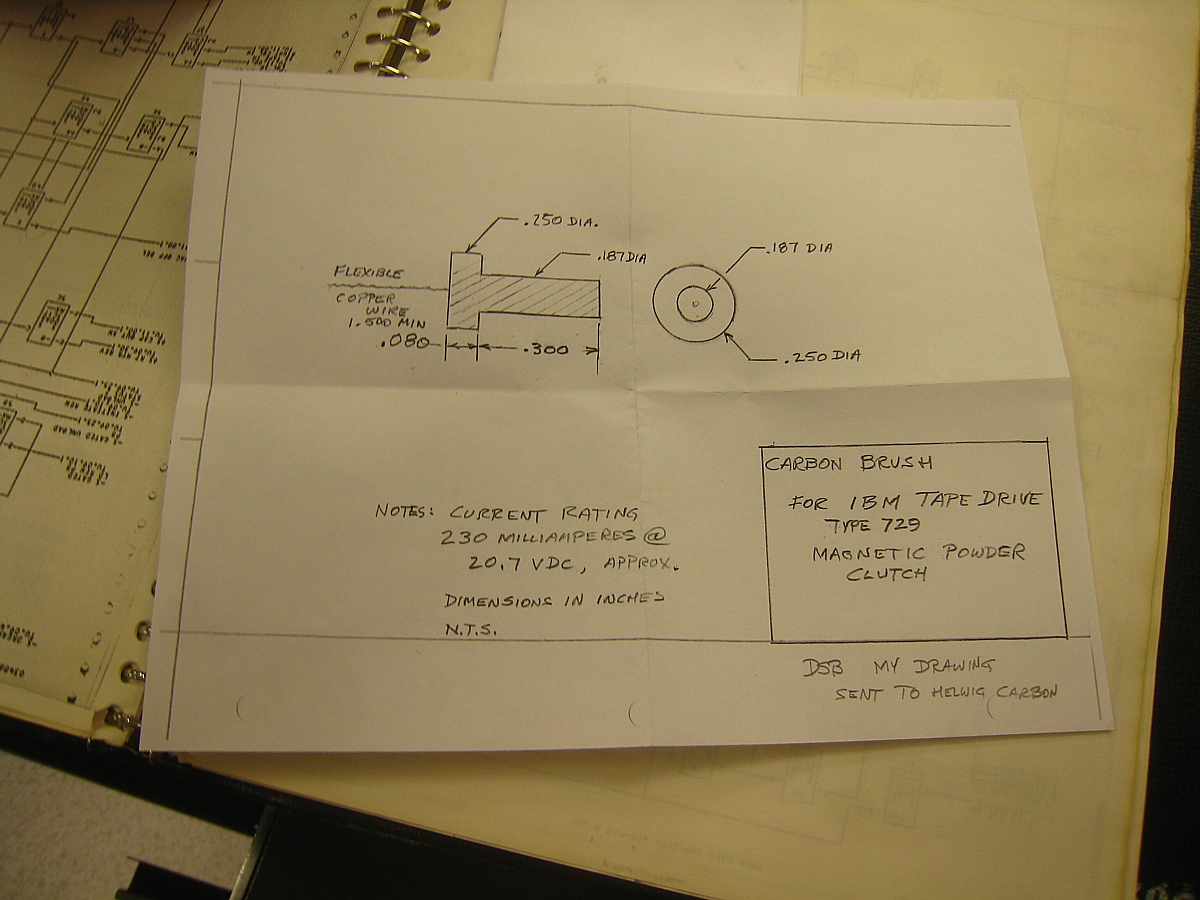
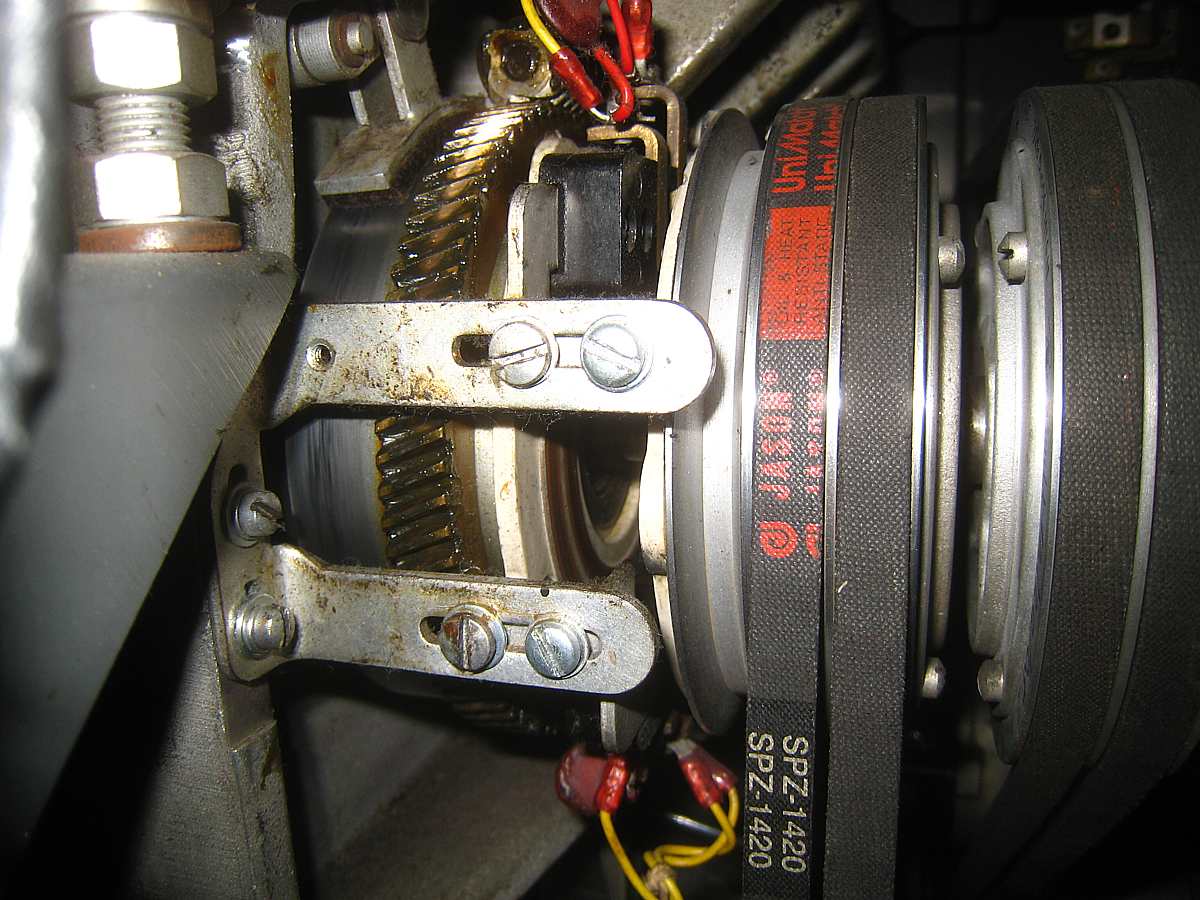
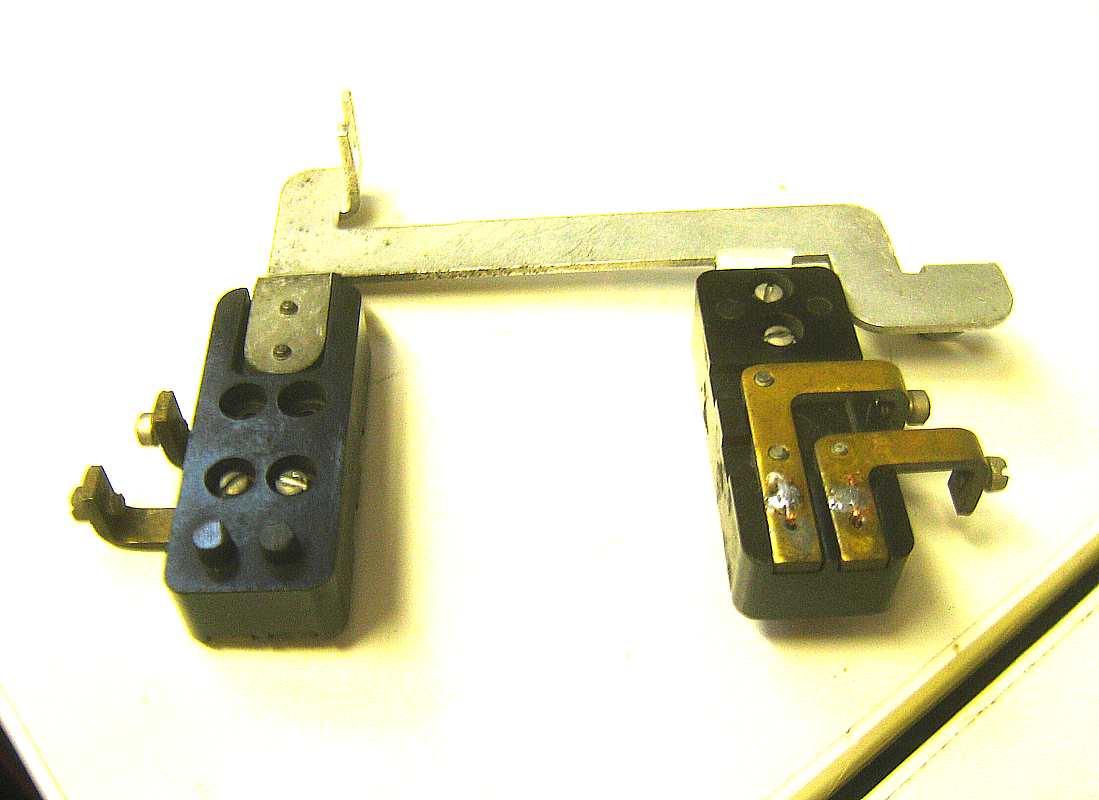
Marc volunteered his services to machine down our needed carbon proofs, and he suggest that to do about 100 needed pieces, perhaps it would make more sense to have a CMC capable business do it for us, based on the working piece from Mark. I enclose further below the emails that Marc and I had on this subject. Also please reference 3 figures below, for exploded view of Bakelite holder with carbons, drawing of proposed carbon brush, and location where these are installed within the 729 tape drive. So, bottom line, it appears to me that the most viable way to make these carbons is :
(Please excuse the poor drawing below, where I attempt to show the carbon brush) ------------------------ 3 figures follow -------------------------------------
|
Feb 24, 2016 - from Ignacio Menendez
|
Held meeting after lunch, and continued activity in CE room.
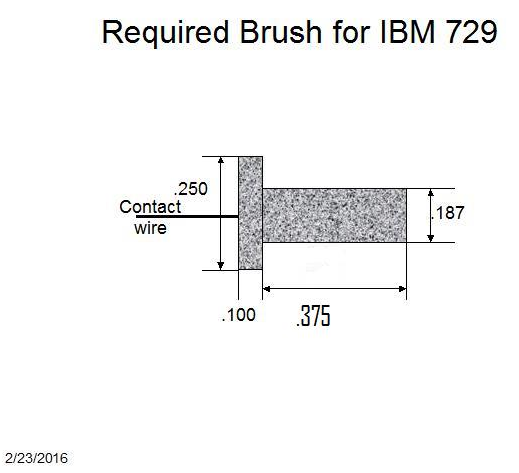
It was determined by Ron Crane that the material that is available with the square shaft contacts with the wire should be OK for our 729's at CHM On the matter of the dimensions, Glen found in the CE room two additional brush blocks, one of them with 'brand new', unused carbons. Measured these, and the dimension that we needed, the length of the .187 diameter part, the two new ones, are of different lengths ! ....one measures .375, while the other .335. I believe we should that the longer length, to make the test carbons, to see if at this length they can be inserted in the double holder between the front two clutches, where the amount of space is limited. If unable to install these, we can always cut down up to perhaps .040 and see how long it can be, and still fit. I enclose pic. below, with the new, previously unknown length, and we verified that the other dimensions are exactly right.
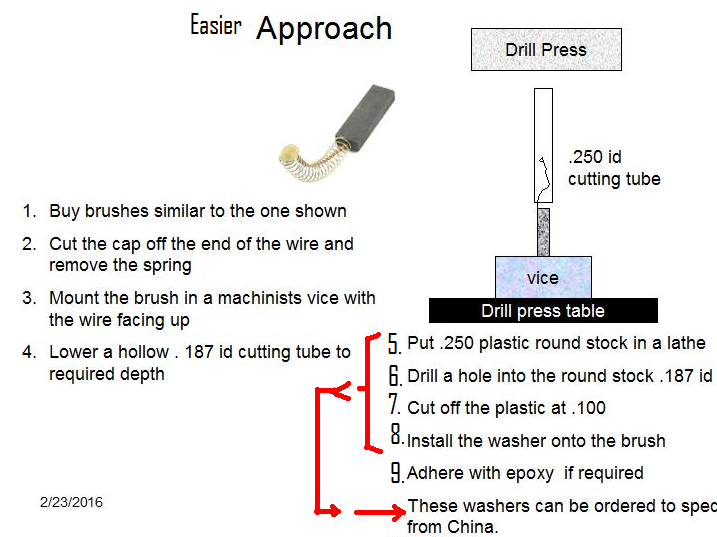
On the matter of the processes available to make our own carbon brushes, it was determined by the group to make in order of less to more difficult, to try them in this order : First and easiest. From available brush stock, square .250 carbons, use Drill press to make them .187 all the way, then cut to the .450 new total total length, then epoxy on flat plastic washer at the end where the wire comes out, the washer is available with .250 (1/4") outside diameter, and .187 (3/16) internal hole diameter. The cutting down on the drill press will be done with cutting hollow tube jig, which Stan offered to obtain, and make the first pair of test carbons for use in our 729's, possibly in our CE room.
The second, medium difficulty, also involves getting brush stock of .250 with attached wire, and take two passes, with two different cutting hollow tube jigs, one 1/4" all the way through, then, the other 3/16" cut, stopping just .100 short to leave the desired larger diameter head, on the wire end. The third, is the previously described process, of using a lathe to make the required cuts and at the end, tap a hole, and attach wire with the conducting epoxy, as Marc suggested. This was thought by all to be perhaps the most precise, but also the more difficult way, because of having to deal with adding the contact wire afterwards. We will try these processes until found the easier one that works properly. The nice drawings provided by Stan, slightly modified by me, to incorporate the latest thinking of what would be easier to accomplish. Iggy |
Feb 24, 2016 - from Stan Paddock
|
Iggy has become an expert on our IBM 729 tape drives.
This is because the only IBM 3850 Mass Storage Systems the museum has is in a wear house on the other side of town and he is not allowed to touch it. Each IBM 729 tape drive has six magnetic clutches to control the movement of the supply and take up reels. Each clutch has a pair of electrical brushes to activate the clutch. We have had problems with these brushes and IBM will not send us new brushes. The whole team (near and far) has discussed how to obtain new brushes. This has been the source of 107 e-mails and a number of meetings. Today at the CHM, the subject was brought up and various options were discussed. Iggy is the chairperson of the project and he feels a good solution has been found. Allen Palmer sent an e-mail saying he had purchased some brushes to machine down to fit in the 729. Should be in a box someplace. Glenn Lea searched through out the work shop and found the box!!! (Way to go Glenn) Not only did he find the raw brushes in the box, he found a virgin IBM 729 brush block with the new brushes in place. We now know the correct size of a new brush. All we have to do is make a hundred or so. |
Feb 25, 2016 - from Dave Bennet
|
Now that there is a clear picture of what is needed, there may be an easier
approach to get there. There is a supplier, Helwig Carbon, which offers
to press carbon brushes in any configuration. It might be a good idea to
request a quote on 100 pieces, if that is the final number. If the quote
comes back as something reasonable, it would surely be a lot easier than
machining them all. If you Google "electric motor brushes," their site
will come right up, along with others, of course. There may well be
other similar sources.
Also, if the decision is to machine them, drill them, and insert a piece of wire in the hole with conductive epoxy, it has been my observation that the wire used on motor brushes is rather special, being copper and extremely flexible, This wire is made from many strands of extremely fine copper wire. I'm sure that this wire is gettable, but the flexibility is obviously very important. I don't think commercially made motor brushes are made this way, seemingly being pressed around the wire. Not that conductive epoxy is a bad idea... Dave Bennet |
Mar 01, 2016 - from Marc Verdiell, (Happy News)
|
Iggy,
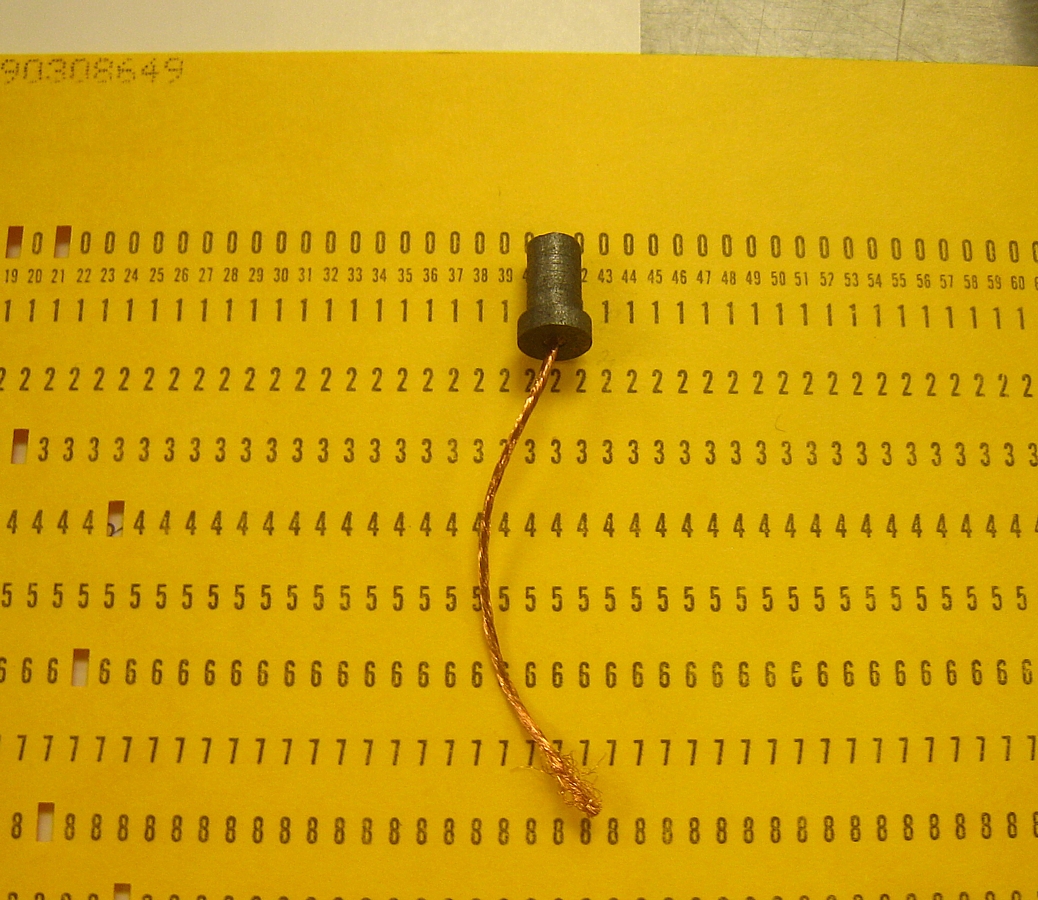
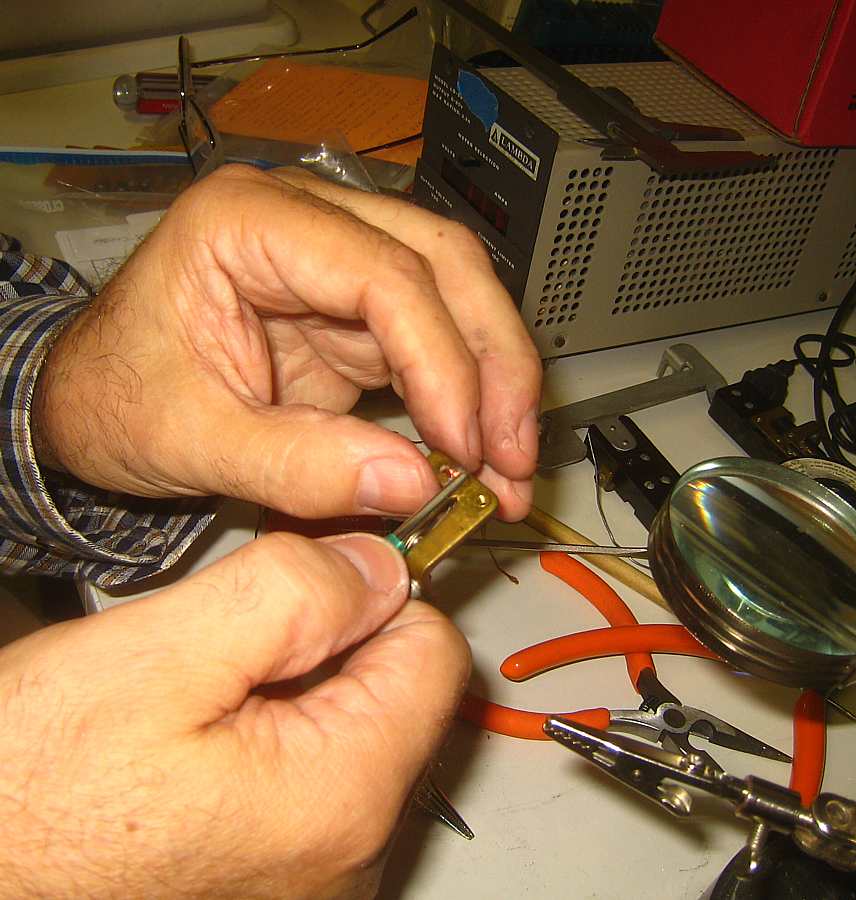
The round brushes I had ordered arrived today. I was able to turn them to the requested size no problem, including the 0.1” lip. Just a bit slow because I can’t hold them by much, so I have to take little itsy bitsy cuts. I could do 10 a night about. They are something like $3.50 a pop. I made two that we can try tomorrow. Original on top, turned to size and shape on the bottom.
Marc |

Mar 02, 2016 - from Stan Paddock, (from status report)
|
Marc installed in a mounting block his two new machined carbon contacts, then installed
in the German tape #3 right reel shaft, rearmost mag clutch, tested, and ran perfect ! WAY TO GO MARC !
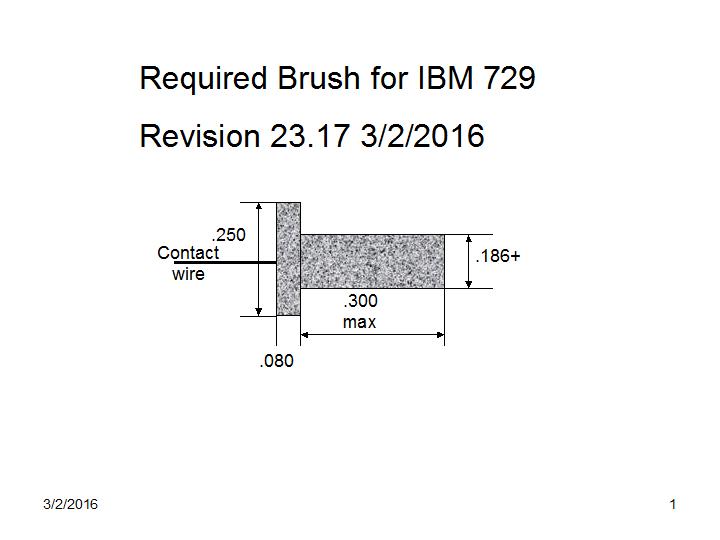
Mark had to shorten the .186 diameter part to .330 in order for mounting block to fit in the space between its bracket and the contact rings.... Attached is the latest revision from Marc on the brush.
Updated 729 brush drawing
Mark took 8 brush holders with him. to machine and install 16 more carbons in his shop. Also, we have pending the estimate for 100 ready made from a brush shop, that Dave Bennet is contacting for us.
Stan obtained and brought to the CHM a very neat miniature camera & led light, that
mount at the end of a flex shaft, and displays via USB on the laptop screen....
|
Mar 04, 2016 - from Marc Verdiell, (Manufacturing Trial)
I tried to machine the square brushes, and as expected this is the worst idea: it chips or goes out of chuck alignment way too easily, and they are too far from final size to make it a time efficient process. I tried to machine some more round brushes at a pace that would be suitable for 100 parts production. I failed twice on just one step, bringing them to length quickly. Either could not hold them tight enough, or I would break the small holding tail. If I can find a good process for that step, it could be a good middle way. I’ll order a few more for trial. Marc |

Mar 10, 2016 - from Dave Bennet, (a quote)
ISO 9001 CERTIFIED Attention: Dave Bennet ... Part #: TBD Description: H580 Qty USD ea Total $ Size: X .25 X .38 Style: Q1 100 $4.42 $442.00 Grade: H580 Stock: N Lead time ARO and not including transit time: 3-4 Days Terms and Conditions: Sincerely, Quotation is valid for 30 days. Helwig Carbon Products, Inc. Customer Service Department ... Min. Release 100 Account #: 000001 Quote #: Q-306490 Date: 03/10/2016 Helwig Carbon Products, Inc. has been family owned and operated since 1928. Our high-quality carbon brushes are proudly manufactured entirely in the U.S.A. |
Mar 16, 2016 - from Ignacio Menendez, (permission to order, using money pot)
|
Dave, I talked to Robert.
Robert told me that you can order the brushes, the amount is fine. Just get the bill and write a note to him for the reason of the purchase, then give them to him, and he will get it to The CHM CFO, to get your money reimbursed. Iggy
After some delivery delays in UPS and on our end, the new brushes are now in the 1401 Work Room. |
April 06, 2016 - from Marc Verdiell, (Brush Flex Wire)

|
Kind of moot now since we are getting the “pro” brushes thanks to Dave [Bennet], but I can’t resist to show you
the spool of new IBM spec super flexible cable I just got! Turns out that the company I work for,
Samtec, has a wiring plant in Oregon that makes very high end micro-coax, which is truly a wonder
of modern cable engineering. I explained my predicament to an engineer over there, send them a sample
of the original wire, which they reverse engineered. Then they manufactured a new one from scratch
replicating the original cable structure exactly. And voila, new old spec ultra-flexible wire. It has
been upgraded to silver coated copper while we were at it. Feels exactly like the original, but looks
way fancier. I will try to finish a few brushes if I have time in the next few days. We better send
a warm thanks to that engineer and maybe even an SMS card souvenir. Or a framed picture of Iggy with
his signature on it ;-) .
Marc
| 
This is the side of the reel.
|
| 
and the silver plated strands of really thin wire.
| |
April 11, 2016 - the Brushes Arrive - the Adventure Starts
|
The adventure got off to a shaky start. The brushes did/didn't arrive in California, and did/didn't get
temporarily lost, and the manufacturer did/didn't make a new set ...
However, Aurora Tucker carried The Box from the Shustek center in Fremont to the Guest Desk in CHM
and hence to The 1401 Team :-))
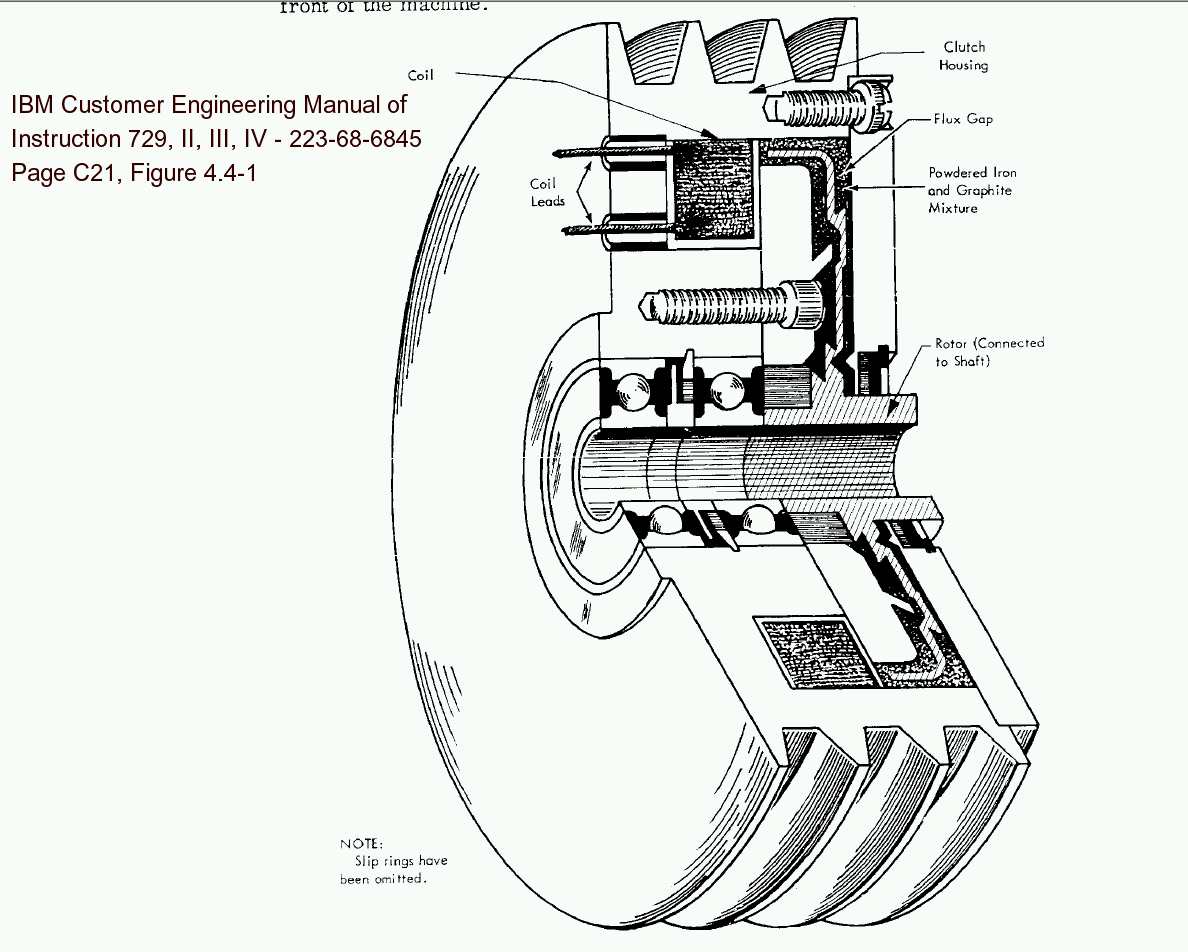
To get the electric current into the rotating clutch, carbon brushes are used.
This is quite similar to the use of carbon brushes in generators and motors.
The brushes slowly wear (get shorter) with usage, and they are usually easy
to check visually for sufficient length until the next periodic inspection.
Unfortunately !! This easy visual inspection feature was not included
in the design and manufacture of the IBM 729 Tape Drives :-((
|




|
Marc [Verdiell] brought in 5 holders with his lathe formed carbon brushes, which we will try soon...
also Stan [Paddock] reworked a couple of additional holders with the new purchased brushes, with the aid of Frank's [King] 'cattle prod' soldering iron (good and large enough to brand horses !). Also Dave Bennet came by to ensure that we had received the brushes that he obtained from a vendor (to our specs), and were working OK. We assured Dave that these were fine, and thanked him for his effort in procuring these brushes in such timely fashion.
If you wish, please take a read at my status report attached below, and you can see what
it took to get the brush bracket into its position in the 729, and the pain in the neck
difficult connection to the wires that Marc labeled "a piece of cake"
Status Report
German 1401 System
Connecticut 1401 System
Glen, Marc, Stan, and Iggy. |



Jan 16, 2023 3:19PM- from Dave Bennet - invoice
|
From: DAVID BENNET Subject: 729 clutch brushes Date: January 16, 2023 at 3:19:35 PM PST To: "ignalic@yahoo.com" Cc: Robert Garner Shortly after our discussion a couple of weeks ago I tried to retrace what we did about this and I came up blank. I just tried again and id did a lot better. See the following http://ibm-1401.info/729ClutchBrushes.html I further found an invoice from Hellwig Carbon Products, Inc 8900 West Tower Avenue Milwaukee, WI53224 I ordered 100 pieces of 90002538100201 @ $4.42 each plus tax and shipping, total $494.97 I paid for them on my own credit card. The receipt is dated 3/31/2016. I recall sending them a drawing which I created from the info in the previous correspondence, which I suppose is what that number 90002538100201 refers to. They may still have that drawing I suppose. If I still have it I will never find it. I have a phone number for Hellwig, Do you want me to see if I can get some more? How about a lifetime supply? Dave (408) 892-0272 |
Jan 16, 2023 10:20PM- from Robert Garner - ?reimbursed for invoice?, & Q for Marc
| Marc,
Did you use Dave Bennet’s acquired 729 carbon brushes during your 729 brush refurbishing? He’s asking if we need more... (It sounds like he hasn’t been reimbursed for his purchase from the 1401 fund?) |
Jan 16, 2023 11:43PM - from Marc Verdiell, - ?order more?
|
Yes we used mostly his brushes, except from the few prototypes I made. I have to check how many more we have left. Could be a good idea to order some more.
Marc |
Jan 17, 2023 12:29AM - from Ignacio Menendez, - Yes, order more
|
Robert, I am the one that asked Dave, when I was there this past December, if he could find the previous vendor, to order for us more 729 brushes….
Apparently he did, and if you agree, he should order at least 200, or ‘a lifetime supply’, and perhaps some for our friends in Binghamton. Marc made originally the first replacements, at a great cost of his time, of manual machining, and if Marc agrees, I think that this source that made the previous batch is the way to go. Iggy |
Jan 17, 2023 1:32AM - from Marc Verdiell, - Definitely yes, this is the way to go!
|
Definitely yes, this is the way to go!
Marc |
Jan 17, 2023 1:33PM - from Dave Bennet, - How many? I can get a quote
|
... It looks as though Hellwig Carbon Products
is still around. If you would like me to order more brushes, let me know how many and I'll get a quote.
Dave |
Jan 20, 2023 2:14PM - from Dave Bennet, - I just called Hellwig Carbon Products ...
|
I just called Hellwig Carbon Products and they have a record of the 2016 order. They made their own drawing of the brush and have a part number for it. Their current price for an order of 200 parts is $6.19 each, plus tax and shipping. Last time, I ordered the parts, paid for them with my personal credit card, and I was very promptly reimbursed.
I would be glad to do the same thing again, or I'll pass on the details to whoever wants them. These are very pleasant folks and working with them is easy. Dave > Iggy suggested below we buy 200. > Marc |
Jan26-2023-11:49:39AM - on procedure for replacing the carbon brushes in the 729s... from Iggy
|
Susan, good morning,
Just a few notes, on our experiences in regards to the carbon brushes on the 729 tapes. Please forward to your guys
Failure symptoms:
Things to consider when replacing the carbon brushes: Power down 729 completely
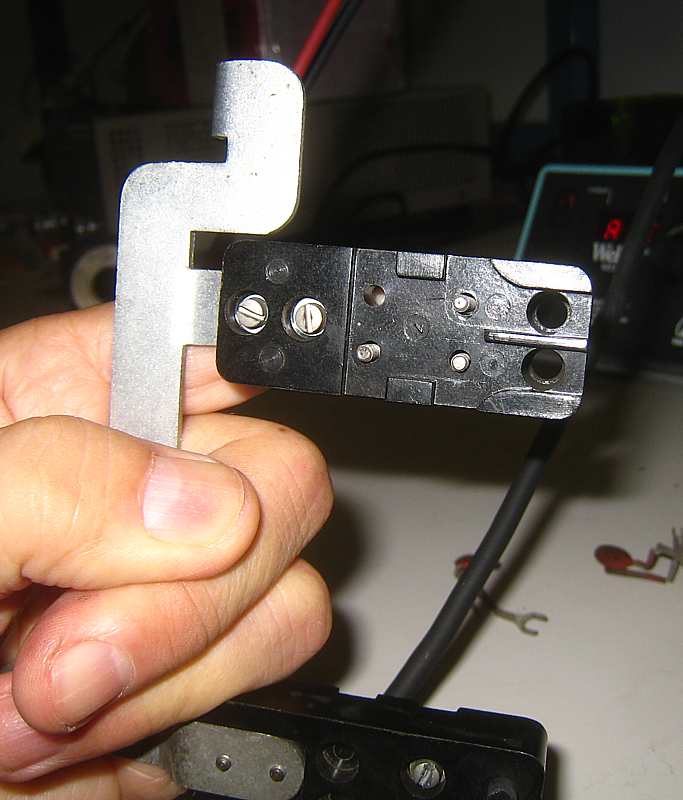
three different mount brackets :
Note position and direction of carbon brushes’ holding the assembly.
When re-installing, make sure to use a piece of punch card to ramp up the brushes past the ridges of the contact rings of the clutch.
When doing final alignment, make sure that the 2 brushes are totally making contact on the copper rings, and adjusted to the gap spec. between the rings and carbon holders. (Spec in the 729 manual) You will notice that one or more individual, has the manual dexterity and patience to do this right and in less time… perhaps have that individual do most of these replacements. ( in our case, Carl and Marc were the ones blessed with these qualities) One more tip, on some 729s, there is a metal box on the top right side, bolted to the frame; this box can be temporarily disconnected and removed from the frame, for easy access to the clutch brushes. It is a difficult task, but well worth the effort in the long run. Iggy |