Return to Main Page
Table of Contents
- Don Manning's Chain Rebuild Report - 9/15/2016 - via Frank King
- Letter of Appreciation, from West Coast to East Coast - by Ron Williams??
- Pictures from visit of Ignacio Menendez to East Coast
REBUILD A BROKEN 1403-1,2 TYPE CHAIN WITH A NEW BAND
By Don Manning (CT&I 1403-N1 member) Date – 9/15/2016
CT&I
Build Team – Don Manning, Neil Payne & Joe Wilson
As the type slugs actually touch each other as they go down the straight-away, the theoretical pitch line (center of the wire being used) can be calculated. As the theoretical distance between the type is 0.1505 “, the total length of the pitch line (or wires) is 120 x 2 x 0.1505 = 36.120”. Allowing for half the diameter of the wire and the thickness of one layer of tape, the diameter (or length around the mandrel) can be calculated. By splitting an undersized mandrel into two adjustable halves and adding spacers between them, any length band can be produced by varying the size of the spacers between the two halves.
The mandrel (Fig. 8,9&12) is 0.250” wide and is trapped on both sides by slightly larger diameter 0.125” thickness side plates. A finished band (and the 0.250” wide polyester tape) is 0.250” wide. The initial tape is installed on the mandrel with the adhesive side out. The tape must be installed smooth and taunt to be able to have a good finished band. To install and maintain the tape in the desired position, two adjustable tightening studs are mounted on the first side plate with clearance in both the 0.250” mandrel plates and the second 0.125” side plate.
With the first tape installed (sticky side out), the mandrel assembly is mounted in a frame (Fig. 1-10) for actually winding the wire on the mandrel. This frame was design for use by one person sitting in a chair with the capability of viewing though a microscope the wire as it is actually being wound on the mandrel. The frame consists of the mounting for the spool of wire (with adjustable friction on spool), an anti-backup mechanism for controlling the wire (did not want wire becoming loose on the spool at any time), mounting for the mandrel (with adjustable friction on mandrel), manual steering of the wire as it winds on the mandrel and a wire turns counter. To actually use, the mandrel is turned slowly by the left hand and the right hand does the steering as the wire is laid down. With addition of a bright concentrated light, the microscope gives the operator the capability of seeing the wire as it is wound. The wire should be laid straight and side by side with the previous wire. The target should be 50 turns of the 0.004’ diameter wire or 66 turns of the 0.003” diameter wire. Small holes in the 0.125” side plates provide a starting and ending place for the wire. After the winding is complete, a 2nd tape is added (sticky side towards the wire) to cover the wire. Some pressure is applied to the 2nd tape so that it (with the first tape) holds the wires in place to make a completed band.
Remove the mandrel (with
band) from the winding frame. Detach the end wire from the 2nd
0.125” side plate. Remove the 2nd
side plate from the mandrel. Loosen end of wire from the 1st
side plate. Loosen the screws that hold the mandrel halves and
collapse them together. Now the band is loose and can be removed
from the mandrel. Handle with care – twisting is not advised.
To assemble the cleaned type slugs,
clamp bar and 0-80 screws, place the band on the assembly fixture
(Fig. 10&11) which holds the band in a loose configuration.
Place a clamp bar in and perpendicular to the slot, place band over
clamp bar, place desired type slug over band/clamp bar, inserts
screws and tighten screws. Be careful to tighten screws uniformly –
tight but not enough to strip the screws. While tightening the
screws, pull the band to the right (which is crucial to fitting all
the type slugs on the band) so that the stop bar in the fixture
causes the type slug to butt firmly against the previous type slug
(first type slug just needs to be square to the band). Proceed with
applying all the type slugs in the desired order. The result is a
completed chain.
Materials/Tools needed:
- 0.003” dia (~200 feet per chain) – 1000 feet from California Fine Wire, 338 South Fourth St.,Grover each, CA 93433 -- ~$240
- 0.004” dia (~150 feet per chain) – 23432 feet (1 lb) from Mount Joy Wire Corp, 1000 East Main St., Mount Joy, PA 17552-9505 -- ~$110
In deciding how to build the first bands, it was decided to start with the 0.004” diameter wire as we have lots of it (did not want to waste the 0.003” diameter wire) and we were not sure how our procedure was going to work. We were thinking it might take many tries to get a workable band. Also by using the 0.004” diameter wire (50 turns) the belt should be about 25% stronger in straight tension than the 0.003”diameter wire (66 turns). However, the stress will be higher during the bending around the sprockets but hopefully not too high. Ultimately fatigue may be a problem but it is doubtful.

Fig. 1 – Wire winding fixture - front
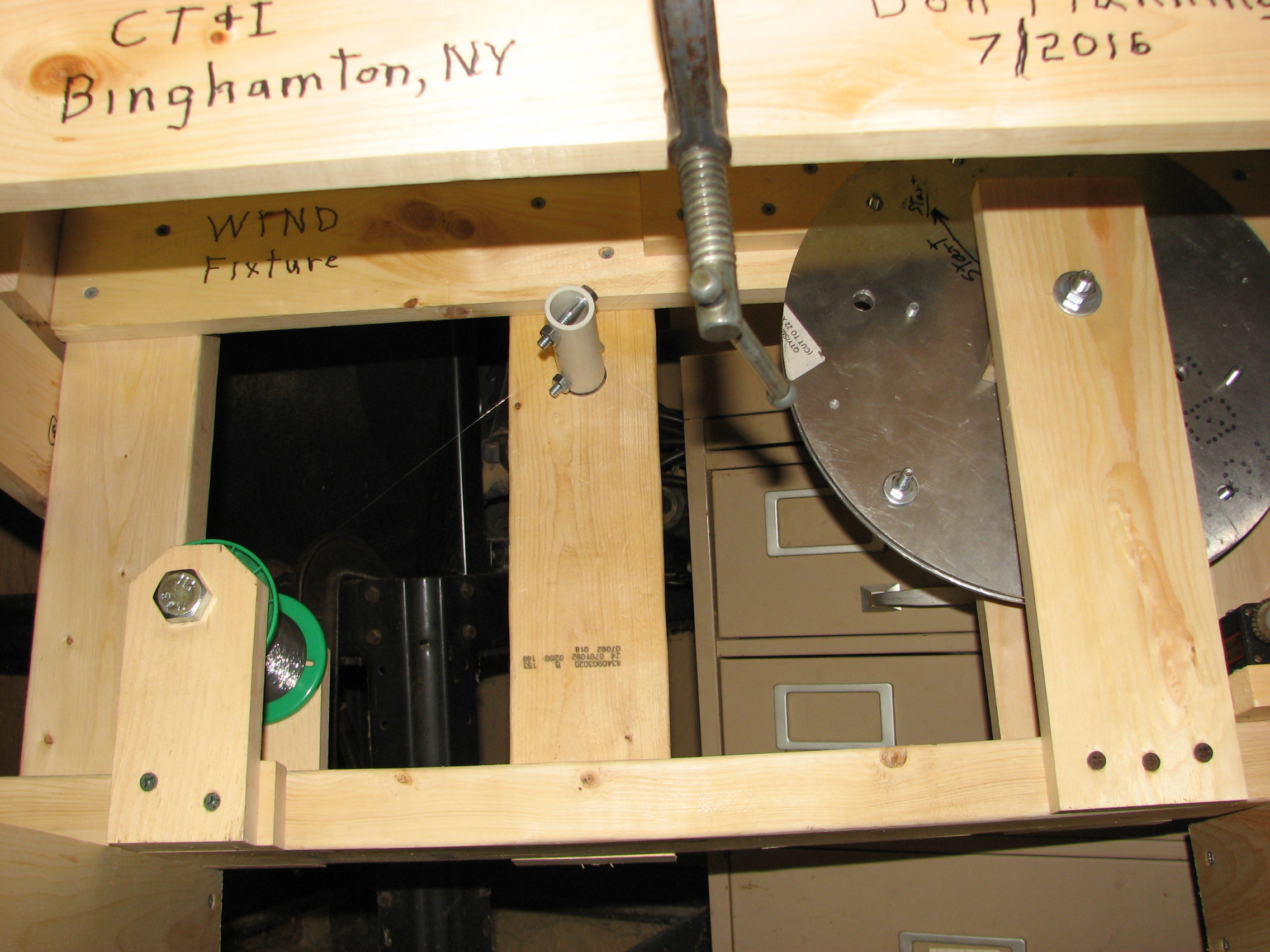
Fig. 2 L to R – Supply wire spool, anti-wire-backup, wind mandrel

Fig. 3 – Top view

Fig. 4 – Right end view

Fig. 5 – Back view

Fig. 6 – Winding position, steer with right hand

Fig. 7 – Turn mandrel with left hand
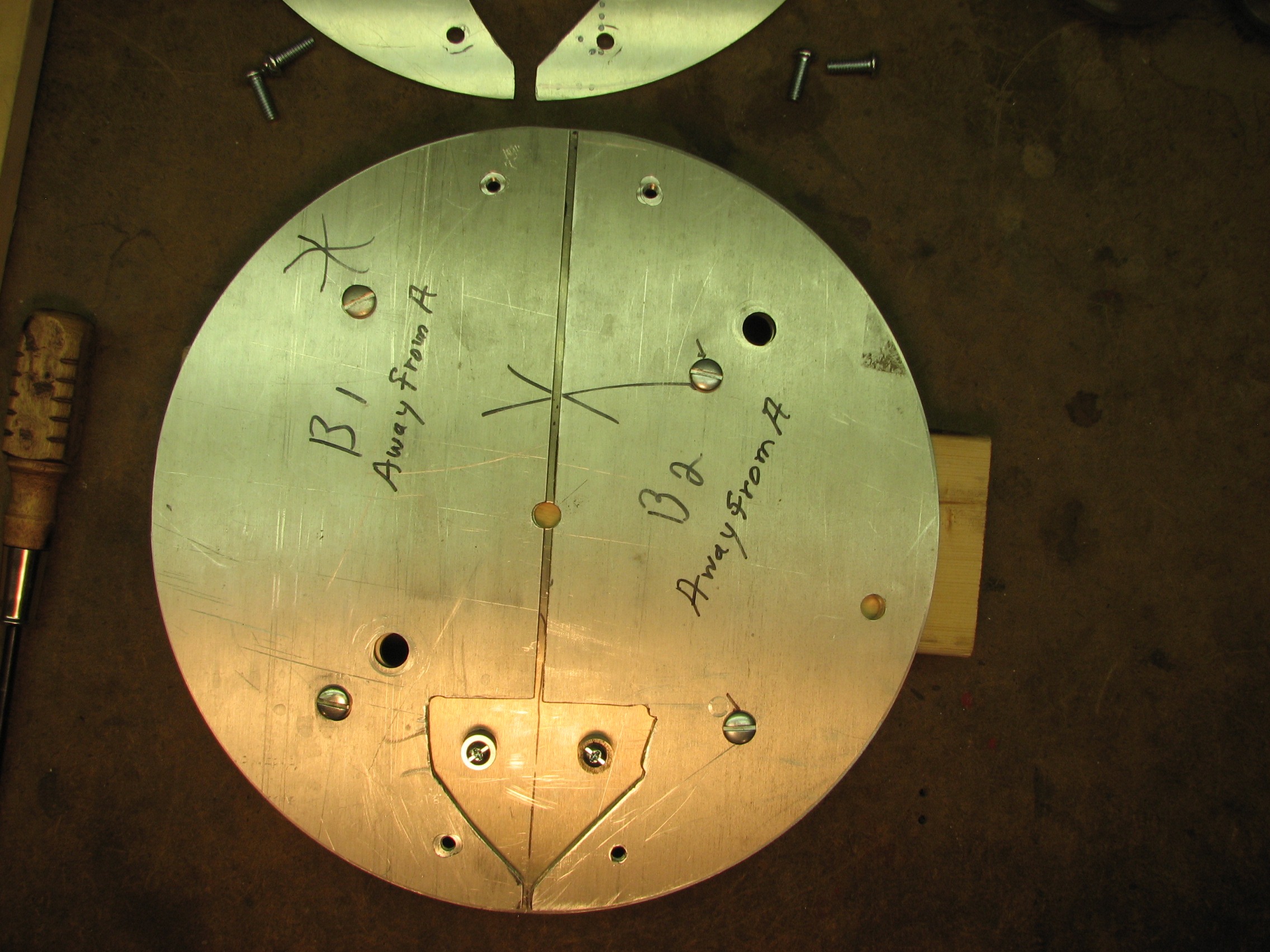
Fig. 8 – Split halves of mandrel mounted on 1st side plate showing tape tightening studs
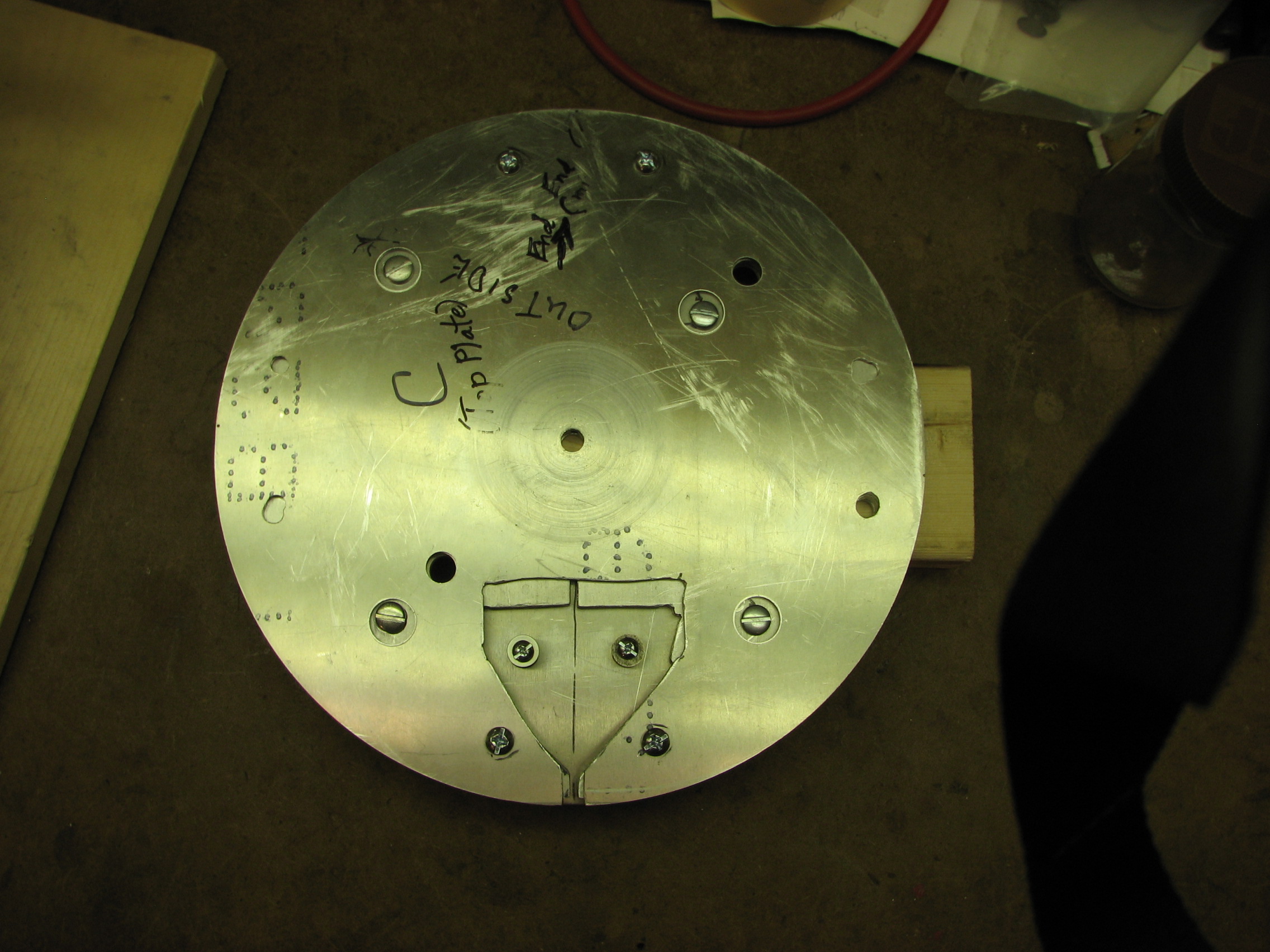
Fig. 9 – completed mandrel with 2nd side plate added

Fig. 10 – Type slug assembly fixture with a fixture for arranging the order of slugs prior to assembly
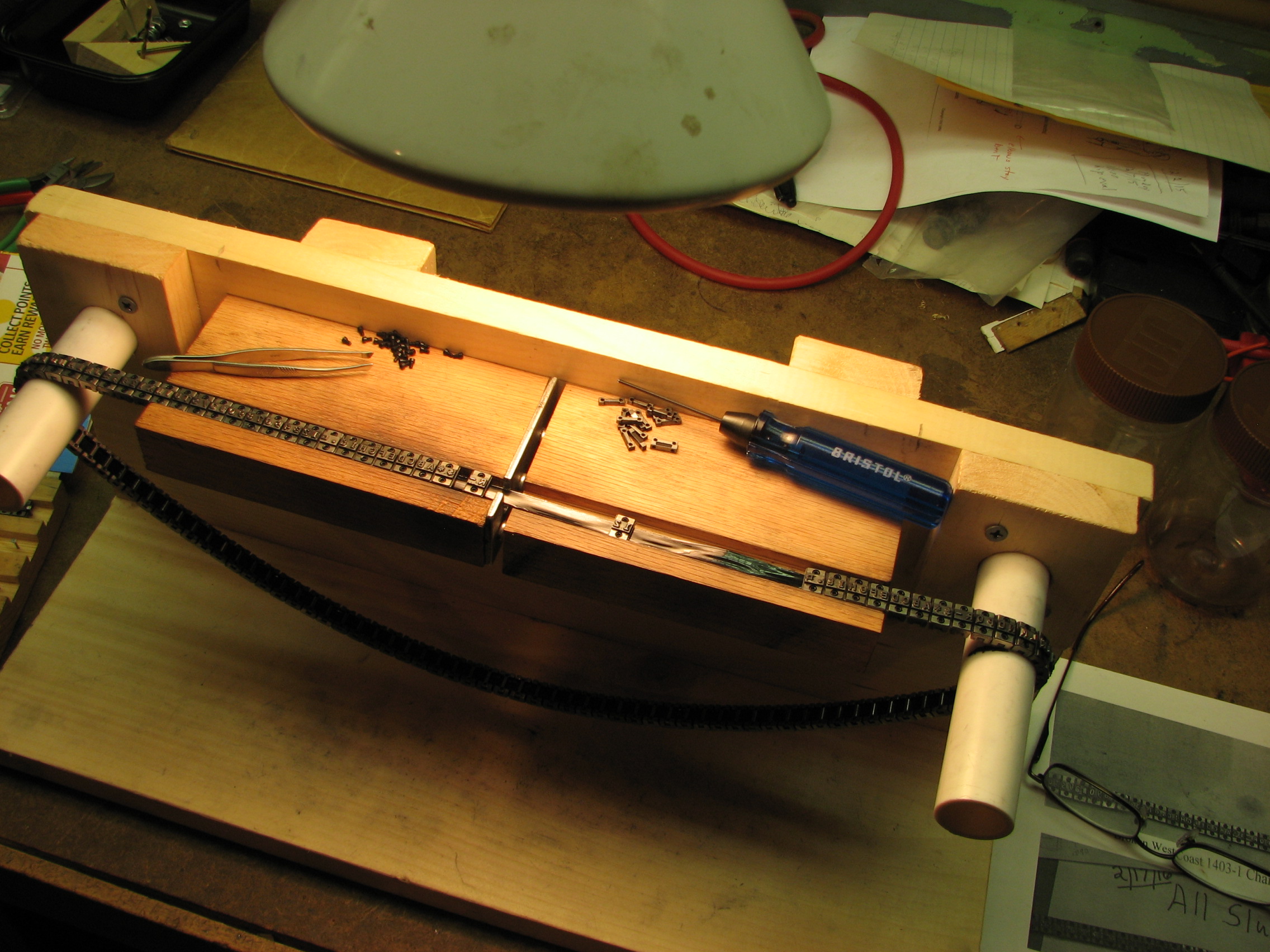
Fig. 11 – Type slug assembly fixture w/chain assembly in process
Fig. 12 – Mandrel Diagram
No.1 chain build attempt
- Mandrel dimensions
- A = 0.375” diameter - C = 5.7465” - E = No spacer pin - B = 5.7465” - D = No spacer pin - Mandrel –
With halves collapsed on a center 0.375” diameter pin, the
diameter of the mandrel is 11.493”. Add ½ of 0.004”
dia wire plus 0.002” tape thickness and multiple total by 2.
Add that to 11.493” for total of 11.501” dia of pitch
line. Multiply by 3.143 (Pi) for a belt pitch length of 36.1315
(0.0115 longer than theoretical).
- 0.004” diameter wire - 45 turns rather than the desired 50 turns - Time -- 2-3 hours to wind wire on mandrel (with set up) - Time -- 4-5 hours to mount slugs on band (with set up)
A – Initial tape installation -- action needed to improve installation
- – problem - loading both ends (sticky)
- – need to maintain tension via 2 shoulder screws mounted in 1 st plate
- – clearance in 0.250 plates around shoulder screws
- – access to tensioning shoulder screws through 2 nd side plate (clearance)
- – Generally pay close to installing the first tape correctly!!!!
- – Initial calculation was using measured slug width (0.300”)
- – Theoretical type spacing of 0.1505 means that a slug should be 0.301”
- – Using 0.301” means I should have used 0.0301 minus 0.300 =
0.001 more per slug. Multiply that by 120 slugs means I should have
made the belt 0.120” longer. That closely matches the needed
additional length of 0.301 minus the measured 0.180 = 0.121”.
Conclusion – Method of assembly is good.
Action – increase mandrel diameter – via additional 0.060” shims on both sides between 0.250’ plates
- – need way of making sure slugs are tight to each other during assembly (pulling on band during slug screw tightening probably caused some slippage of the tape on the wires – a la bunching of the tape and uneven wire tension)
No. 2 Chain Build
- - Mandrel dimensions
- A = Not used C = 5.7465” E = 0.125” dia spacer pin - B = 5.7695” D = 0.1094” dia spacer pin - -Mandrel increased length from Chain Build #1
- 5.7695 (B #2) –5.7465 (B #1) = 0.023” - Multiply by 2 (lengthened both sides) 2 x 0.023” = 0.046’ longer - Pitch line = 36.1315 + 0.046 = 36.1775” (0.0575” longer than theoretical) - 0.004” diameter wire
- 49 turns rather than the desired 50 turns
- Time -- 2-3 hours to wind wire on mandrel (with set up)
- Time -- 4-5 hours to mount slugs on band (with set up)
- - Setup – 7/64” drill on one side (Fig. 12 – item D) and 1/8” drill on other side (Fig. 12 – item E) as spacer between both halves
- - After installing 2 nd 0.125” plate, start 1st tape (sticky side out) on one stud and proceed around mandrel to 2nd stud. Tighten as much as possible – crucial that tape is smooth and tight for good end results.
- - Install counter activation screw.
- - Insert end of wire (tape on outside to hold end of wire) in starting edge hole in 2nd 1/8” plate
- – Wind on 50 (if possible) turns of wire being careful to wind each turn as close as possible to the proceeding turn. Start as close as possible to the near 1/8” plate. Consistency is very important. Maintain some tension on wire. Put ending wire in edge hole in 1st 1/8” plate.
- The winding operation is a job for one man.
D – To assemble type slugs on band. Use assembly fixture (Fig. 10&11). Start anywhere on the band. Place slug clamp bar (flat side up) in slot to left of center plate. Place band in slot over clamp bar. Then place appropriate slug over band/clamp bar. Insert 2 screws, pull band to right against metal plate so that slugs tightly touch each other (first installed slug only needs to be square to tape) while maintaining all previously installed type slugs flat in the fixture groove and then tighten screws being careful to balance the torque between the two screws. Should be very tight without stripping the threads.
E – Results was first useable chain.
Additonal Measurements/Discussion
- – Thickness of #1 band ----- 0.008” (Wire + tape + tape)
- – Length of 10 type slugs mounted on #1 band on fixture and under tension making sure all slugs are flat (down) ---- 3.013”. Theoretical is 10 x 0.301” = 3.010”.
- – Conclusion -- Therefore average “growth” of a complete chain is (120/9) x (3.013 – 3.010) = 0.040”. Which means the pitch line has to be 36.160 in order for the last type slug to fit in the completed chain using our assembly procedure. As the set up for #2 chain mandrel was 0.0575” (needed to be at least 0.040”) longer than theoretical, all the slugs were able to be mounted. With very careful type slug assembly and an accurate mandrel diameter setting, the extra band length (longer than theoretical) might possibly be reduced on subsequent chain builds to as low as 0.030 inches or less.

| 
| 
| 
|